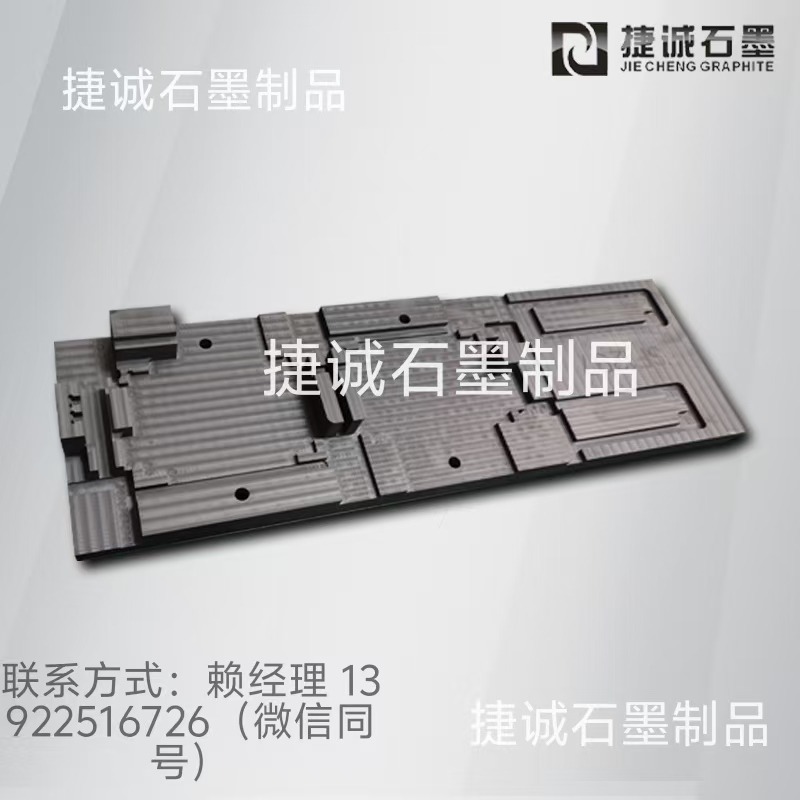
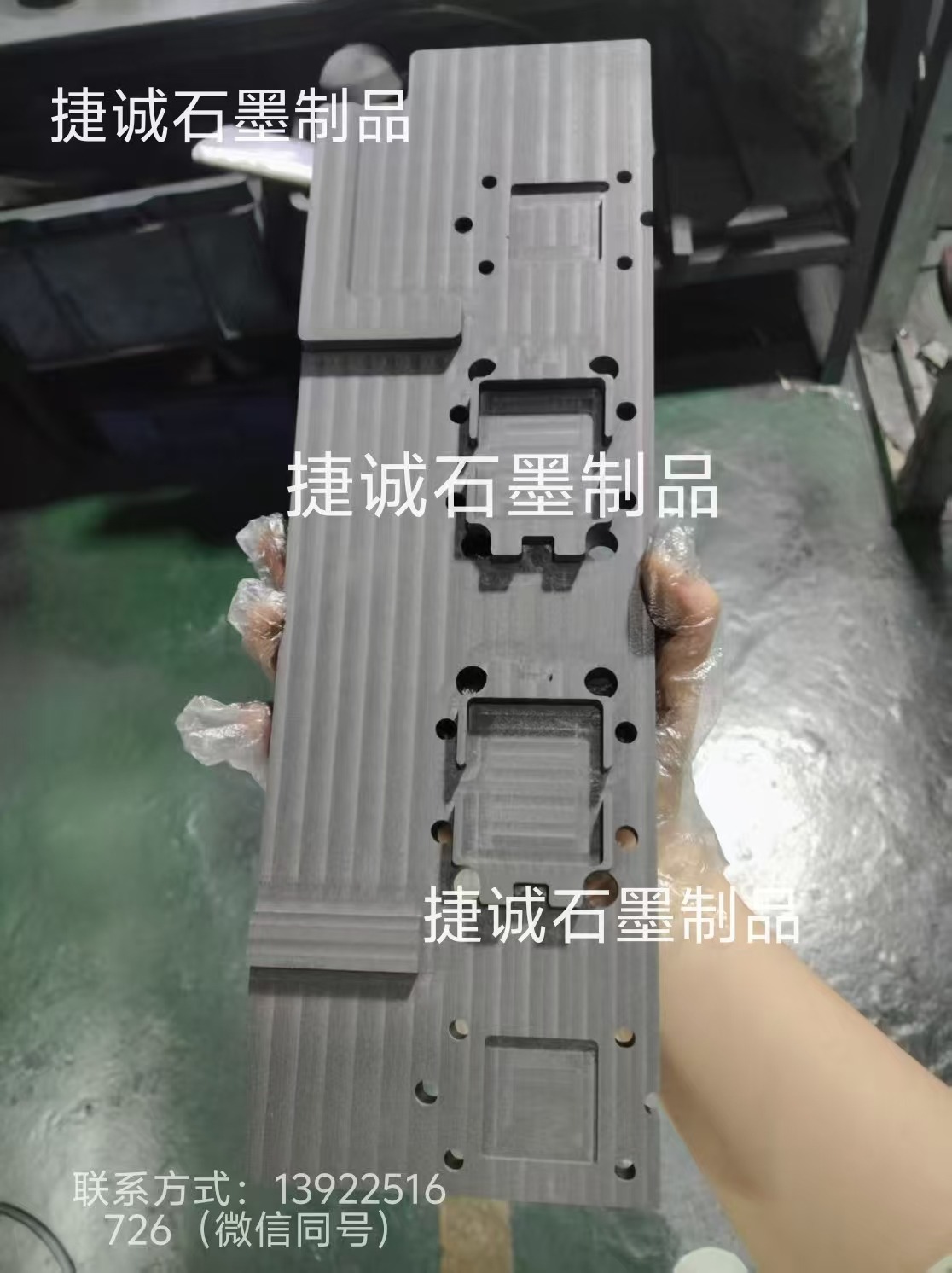
水冷板石墨模具,水冷板釬焊石墨模具,釬焊石墨模具,液冷板石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產廠家
水冷板石墨模具的主體結構環繞其核心功用——高效散熱與精細成型展開,經過模塊化規劃完成功能與制造功率的平衡。以下從核心組件、功用分區、銜接結構三個維度進行專業解析:
一、核心組件:完成散熱與成型的基礎
石墨基體
材料特性:選用等靜壓高純石墨(純度≥99.95%),導熱系數150~200W/m·K,保證高溫下尺度穩定性。
結構功用:作為流道與腔體的成型載體,其表面粗糙度Ra≤0.8μm,減少釬焊時雜質殘留,進步焊接強度。
冷卻流道體系
流道類型:
直通式流道:適用于低流阻場景,冷卻功率進步10%;
蛇形/螺旋流道:增加接觸面積,散熱均勻性進步20%(溫差≤5℃)。
尺度參數:流道直徑2~8mm,壁厚≥1.5mm,保證冷卻液壓力≤0.5MPa時無變形。
密封與銜接結構
金屬嵌件:選用316L不銹鋼或銅合金,經過真空釬焊與石墨基體結合,焊接強度≥40MPa。
O型圈槽:規劃在金屬嵌件表面,槽深0.5~1mm,適配氟橡膠或硅膠密封圈,完成二次密封。
二、功用分區:優化散熱與成型功率
分區 結構特征 功能指標
成型區 流道與腔體集成,表面鏡面拋光(Ra≤0.4μm) 液冷板平面度≤0.1mm,流道截面尺度誤差≤±0.05mm
散熱區 石墨基體厚度≥10mm,表面開槽或波紋規劃 散熱功率進步15%,熱源表面溫度下降8℃
銜接區 金屬嵌件與石墨基體過渡區選用階梯式規劃 釬焊結合率≥95%,抗拉強度≥35MPa
三、銜接結構:保證模塊化與可維護性
可拆卸流道模塊
規劃原理:流道模塊經過螺栓或卡扣與主體銜接,便于清洗與更換。
密封計劃:選用雙O型圈密封(內徑5mm,硬度70 Shore A)。
快換接口規劃
接口類型:G1/4螺紋或快速插拔接頭,適配冷卻液流量5~20L/min。
防錯規劃:接口處設置定位銷與色彩標識,避免誤裝導致走漏。
監測與維護接口
壓力傳感器接口:集成在冷卻液進口,監測規模0~0.8MPa,精度±0.5%。
溫度傳感器接口:嵌入石墨基體,丈量規模-20~150℃,響應時間≤1秒。
四、典型事例:新能源汽車電池液冷板石墨模具
結構參數
石墨基體尺度:300×200×25mm
流道數量:12條蛇形流道,總長度15m
金屬嵌件原料:銅合金(C11000)
功能驗證
冷卻功率:在25℃環境溫度下,電池組表面溫度下降12℃
走漏測驗:經過氦氣走漏檢測,走漏小于標準值。
壽命測驗:連續運行5000小時,流道無堵塞,密封功能無下降
五、規劃優化方向
輕量化規劃:選用石墨-銅復合基體,密度下降30%,散熱功率進步10%。
智能化集成:在模具中嵌入微型傳感器,實時監測溫度、壓力與流速。
快速換模體系:開發模塊化夾具,換模時間縮短至30分鐘以內。
經過上述結構規劃與優化,水冷板石墨模具可在新能源汽車、數據中心、5G基站等高散熱需求場景中完成高效、可靠的冷卻解決計劃。
-
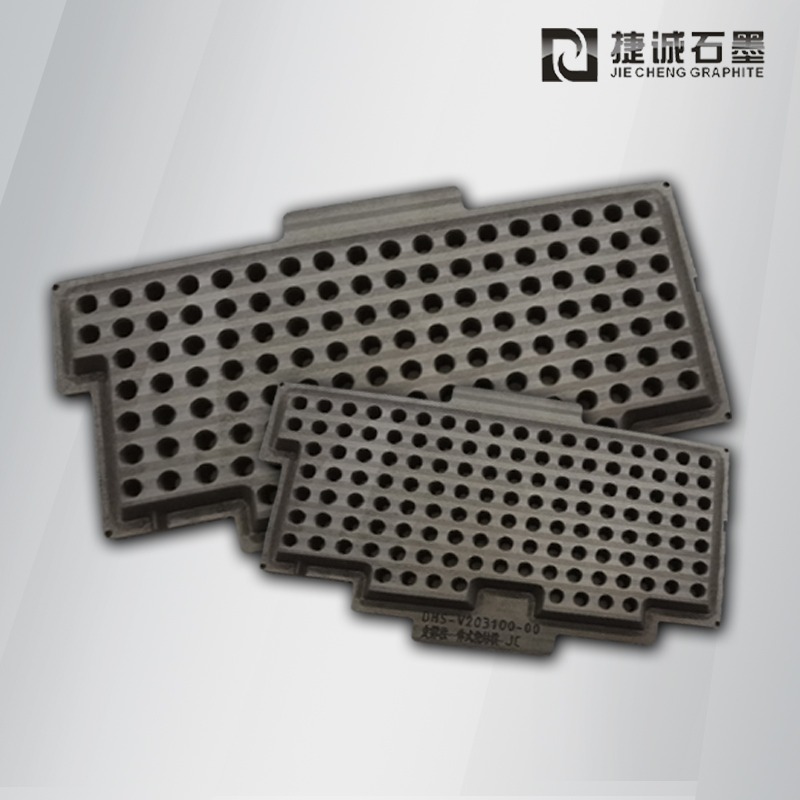
VC硬焊石墨治具半導體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產廠家
-

VC硬焊石墨治具半導體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產廠家
-
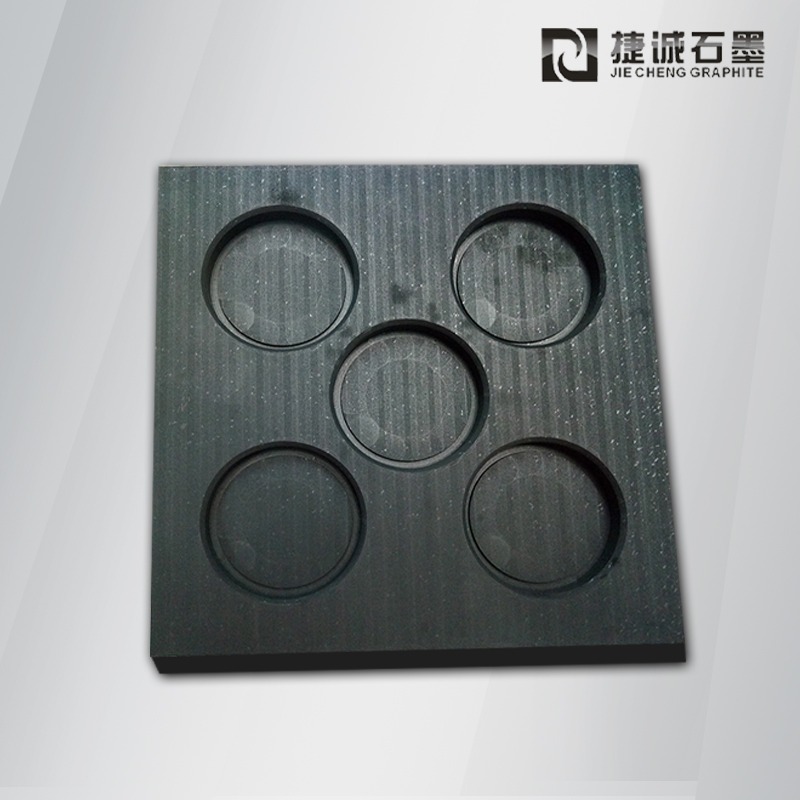
電子燒結石墨模具,石墨模具加工,半導體封裝石墨模具,二極管封裝石墨模具,燒結石墨模具,封裝石墨模具,石墨模具,石墨治具,石墨模具生產廠家
-
電子產品燒結封裝石墨模具,電子燒結石墨模具,半導體封裝石墨模具,二極管封裝石墨模具,燒結石墨模具,封裝石墨模具,石墨模具,石墨治具,石墨模具生產廠家
-

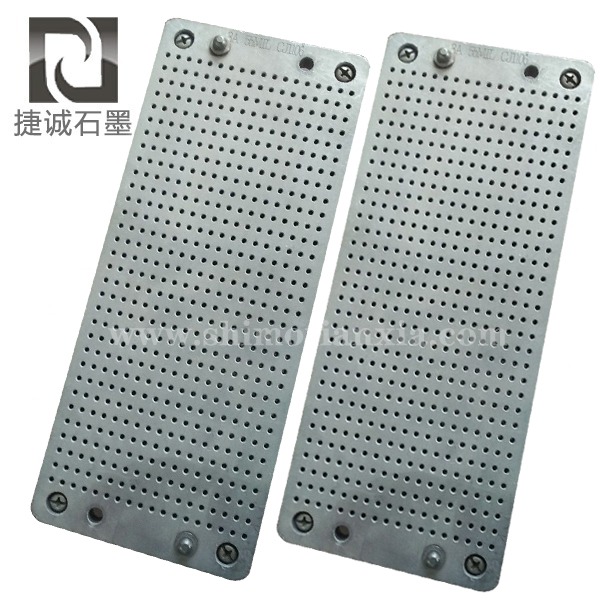
超薄VC散熱石墨治具,VC石墨模具,VC燒結石墨模具,VC均溫板燒結石墨夾具,VC石墨模具加工,VC石墨模具生產廠家
-
液冷板石墨模具,石墨治具石墨模具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家